Otomatik kaynak makinesi nasıl çalışır
Kaynak ekipmanları pazarındaki yarı otomatik cihazların talep edilmesi her geçen yıl artmaya devam ediyor. Bu onların bariz avantajlarından kaynaklanmaktadır: uygun maliyet, geniş çalışma modları, kurulum ve kullanım kolaylığı. Bununla birlikte, yeni başlayan bir usta, yarı otomatik olarak nasıl düzgün bir şekilde kullanılacağını her zaman anlayamaz. Bilmeniz gereken ilk şey, cihaz ve ünitenin çalışması prensibi ile birlikte, kaynak telinin seçilmesi ile ilgili temel önerilerdir.
içerik
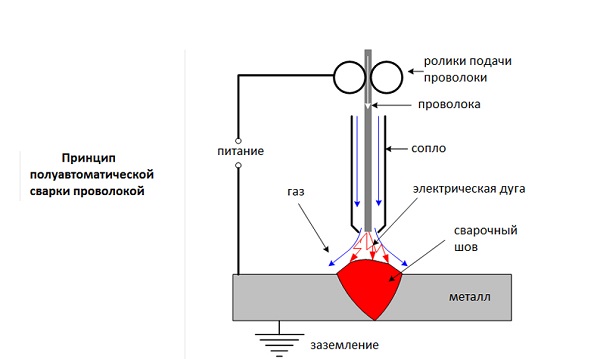
Cihaz ve yarı otomatik cihazın çalışması prensibi
Yarı otomatik bir kaynak makinesinin ana amacı, koruyucu gaz ile üflenen bir eritme elektrotunun kullanılması ile ark kaynağıdır.. Cihaz, hem uzun hem de aralıklı dikişler olan düşük alaşımlı ve düşük karbonlu çelikleri birleştirmek için kullanılır.

Bu ekipman, -10 ° C ila + 40 ° C arasındaki hava sıcaklıklarında kapalı, iyi havalandırılmış alanlarda çalışmak üzere tasarlanmıştır.
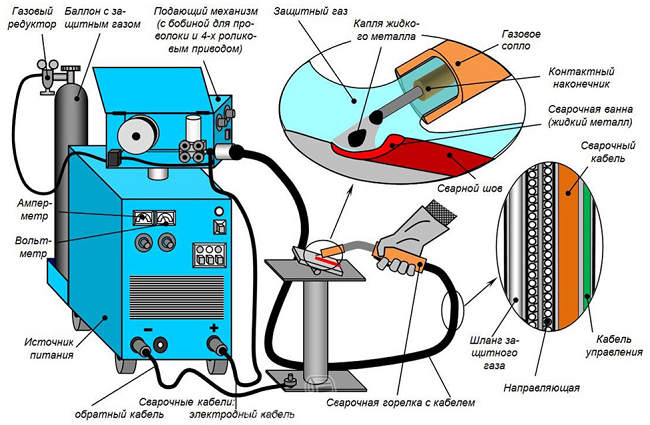
Yarı otomatik cihaz oluşur aşağıdaki öğeler:
- ana ünite gerekli büyüklükte kaynak akımı üreten;
- tel besleme ünitesi;
- Güç kablosunun içinden geçtiği bağlı bir kablo ile bir kaynak torcu, bir gaz hortumu, bir kontrol teli ve tel elektrodu için bir kılavuz.
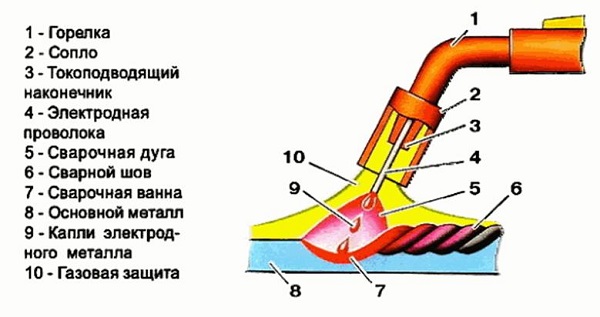
Ünitenin çalışması prensibi aşağıdaki gibidir. Torç kolunun üzerinde bulunan çalıştırma düğmesine basılarak, elektrot teli (4), akım (2) üzerinden akım ve koruyucu gaz beslemesi başlar. Telin akımı iletken uçtan (4) akmaktadır. Ana metal ile temas ettiğinde, elektrodu eritmeye başlayan bir elektrik arkı ortaya çıkar. Ana metal (8) üzerine düşen elektrot metalinin damlaları bir dikiş (6) oluşturur. Aynı zamanda, kaynak banyosu (7), oksijen ve nitrojenin atmosferik havaya girmesini önleyen koruyucu gazla (10) üflenir.Gaz koruması sayesinde kaynak dayanıklı ve yüksek kalitededir.
Yarı otomatik cihazın çalışması koruyucu gaz olmadan mümkündür. Bu durumda, özel bir toz kaplamaya sahip bir elektrot teli kullanılır. Yüksek sıcaklıklarda, bu kaplama buharlaşır ve oluşan gazlar kaynak havuzu için koruyucu bir işlev görür.
Elektrot tel seçimi
Elektrot teli, kaynak makinesinin çalışamayacağı bir çırpıdadır. Özel bir mekanizma kullanılarak servis edilir ve bir elektrotun işlevini yerine getirir.
Yarı otomatik için kaynak için iki grup malzeme vardır:
- katı tel;
- özlü elektrot teli.
İlk varyantın 76'dan fazla türü vardır, ancak daha sıklıkla, sadece küçük bir kısmı kullanılır. Diğer ekipman türleri oldukça uzmanlaşmış olup, üretimde kullanılmaktadır. Bir tel seçerken dikkat edilmesi gereken en önemli şey yapının kaynak yapılacağı metal türüdür. Çoğu zaman, düşük karbonlu ve düşük alaşımlı çeliklerin bakır kaplı ve bakır kaplı tel kullanılarak kaynatılması gerekir.
Bakır tel Anti-korozyon kaplama nedeniyle kaynakçılar arasında en popüler olanıdır. Ama herkes bilir ki, bakırın havada erimesi sırasında zararlı buharlaşma olur. Bakırsız Tel daha zararsızdır ve korozyon önleyici kaplamaya sahiptir.
Yarı otomatik olarak da kullanılır özlü telBu pişirme sırasında koruyucu gazın bulunmasını gerektirmez. Elektrot teli, örneğin, özel bir işarete sahiptir: CB 08G2S. Aşağıdaki gibi deşifre edilir:
- SV - kaynaklı tel;
- 08 – takımın bileşimindeki karbon kütlesinin% 0,08 olduğu anlamına gelir;
- G - bu mektup, telin bileşimindeki manganez anlamına gelir;
- 2 - Şekil manganez içeriğinin% 2 olduğunu göstermektedir;
- C - Bu mektupta, eğer harf yok ise, o zaman% 1'den fazla içermezse, ekipmandaki silikonun varlığını gösterir.
Aşağıda, kaynak telini oluşturan tüm katkı maddelerinin harf tanımlarının çözüldüğü bir tablo bulunmaktadır.
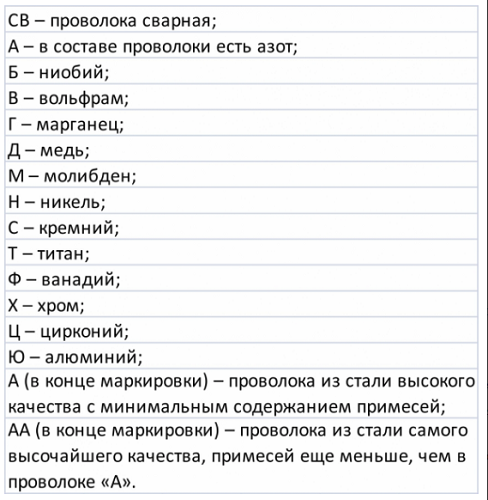
Örneğin, tabloyu kullanarak, CB-06Х21Н7БТ işaretini deşifre edebilirsiniz, bunun anlamı: kaynak telinin% 0,06 karbon,% 21 krom ve nikel -% 7; Tel, iki metal, niyobyum ve titanyum ile alaşımlıdır.
Kaynak için düşük alaşımlı çelikler (bu toplam metalin% 90'ıdır) tel 0,6 mm çapında 08G2S kullanılır. Hem günlük hayatta hem de vücut onarımında kullanılabilir. Buna ek olarak, 500A'ya kadar bir akıma sahip ünitelerde kullanılabilir. Paslanmaz çeliklerin kaynağı için Sv01H19N9 tel marka kullanın. Alüminyum ve bakır, argon ortamı içinde, bileşimin tele karşılık gelmesiyle kaynatılır. Alüminyum, SV-97, CB-A85 ve CB-AMTS sınıflarıyla kaynatılır. Bakır kullanılmış ekipman markaları SV-97, CB-A85 ve CB-AMTS kaynak için.
Elektrot telinin çapı, kaynak yapılan metalin kalınlığına göre seçilir.
Yarı otomatik kaynak kuralları
Her şeyden önce, yarı otomatik bir cihaz ile çalışmaya başladığınızda, bağlantı için tasarlanan parçalar iyi temizlenmiş boya ve pas. Ayrıca kütlenin klipsinin ekleneceği yeri de temizleyin.
Bir brülör nasıl tutulur
Brülörü tek elle tutabilirsiniz, ancak her ikisini de kullanırsanız dikişin kalitesi daha iyi olacaktır. Bir el destek olarak, diğeri ise brülörü tutar.

Bu yöntemle, brülörün iş parçasından açısını ve mesafesini kontrol etmek ve aynı zamanda yüksek kaliteli bir kaynak oluşturmak için gerekli hareketleri gerçekleştirmek daha kolaydır. Ellerini serbest tutmak için ihtiyacın var Kaynak maskesi kullanınkafasına sabitlenmiş olan
Yarı otomatik olarak çalıştırıldığında ideal açı mevcut değildir. Genellikle, aynı düzlemde yer alan boşlukları bağlamak için, brülörün eğimi (dikey konumdan) 15-20 derecedir. Birbirine açılı olan bağlantı parçaları, 45 ° 'lik torç eğimi kullanılır. Deneyim edinimi ile, her kaynakçı, çeşitli durumlar dikkate alınarak, aletin en uygun eğim açısını kendisi seçer.
Hareket Brülörü
Yüksek kaliteli dikiş oluşumu için meşale hareketinin birçok yolu vardır.
- 1-2 mm kalınlığında metaller için dalgalı zikzak hareketi uygulandı. Böylece, ark her iki metal tabakasını yakalar ve yakmak için zamana sahip değildir. Sonuç olarak, dikiş mühürlü ve dayanıklıdır.
- Kaynak için her kalınlıktaki metaller taraftaki herhangi bir hareket hariç, düz bir dikiş uygulayın. Ancak bu durumda operatörün belirli bir deneyime sahip olması gerekir, böylece fener hareket ettiğinde, ark eşit olarak hem eşleşen parçalara etki eder.
- İş geliyorsa 1 mm'den az kalın metalAkım kuvvetini ve tel besleme hızını azaltmak ve ayrıca daha küçük çaplı bir tel kullanmak gereklidir. Kaynak yaklaşık 1 saniye aralarında bir duraklama ile kısa nabızlarda gerçekleşmelidir. Metalin soğutulması ve sonraki bölümlerin bir monolitik dikişe boşaltılması için bir duraklama gereklidir.
- Çiftleşme ise uzun, ince detaylarDaha sonra kaynak belirli bir mesafede bulunan kısa bölümler veya noktalarla gerçekleştirilir. Ayrıca, parçaların deformasyonunu önlemek için, dönüşümlü segmentin farklı uçlarıyla dönüşümlü olarak kısa segmentler yapabilirsiniz.
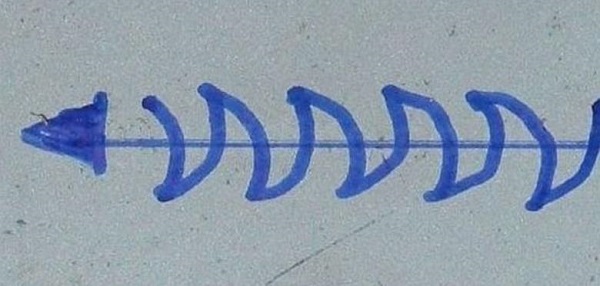
Kaynak hızı
Bu, elektrik arkının parçaların ara yüzeyindeki hareket hızıdır ve yarı otomatik aygıtın operatörü tarafından kontrol edilir. Aletin hareket hızı ark voltajına, tel besleme hızına, metal kalınlığına ve gerekli dikiş şekline uygun olmalıdır. Brülörün yüksek hareket hızlarında, çok miktarda sprey oluşur, koruyucu gaz hızla sertleşen dikişte kalır ve içindeki gözeneklerin oluşumuna neden olur.Brülörün yavaş hareket hızı ile malzemenin içine yanabilecek aşırı bir elektrik arkı oluşur. Ek olarak, büyük parçalar oluşturulduğunda kalın dikiş. Aşağıdaki şekil, dikişlerin farklı torç hızlarında nasıl göründüğünü göstermektedir.

Gaz akış hızı
Gaz kaynağı, üfleme teli sağlamak için yeterli olmalıdır. Zayıf bir gaz akışıyla, dikiş oksidasyondan korunmayacaktır. Ancak yüksek akış hızlarında bile, koruma nedeniyle yetersiz kalacaktır. türbülans oluşumunu. Normdan bütün bu sapmalar dikişi gözenekli ve kırılgan yapar. Bu nedenle, düzgün bir gaz kaynağının elde edilmesi çok önemlidir, böylece akış türbülansa neden olmaz ve kaynak bölgesini tamamen korur.
Kablo uzunluğu
Tel, metale temas etmeden önce, ucundan 6-13 mm dışarı çıkmalıdır. Bu değere göre değişir bu elektrot parçasının direnci ve sıcaklığı. Telin ucundan daha kuvvetli olması, daha küçük olan arkın boyutu olacaktır. Sonuç olarak, dikiş kalın ve dardır, metal içine düşük nüfuz eder.Takımın uzunluğu azalırsa, arkın metale nüfuz etmesi artar ve dikiş daha ince ve daha geniş olacaktır.
polarite
Kaynak ekipmanındaki polarite ile kastedilmektedir devresindeki akımın yönü. Direkt polarite ile tele negatif yük verilir ve kaynaklı parçaya pozitif yük uygulanır. Ters polarite ile tersi doğrudur: tel bir artıdır ve iş parçası eksi olur.
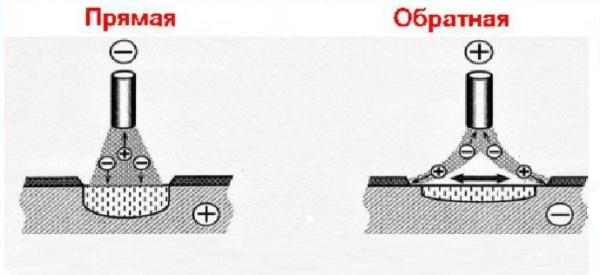
Bu önemli! Koruyucu gaz olmadan çalışırken, akı özlü tel, doğrudan polarite ve gaz ters polarite yöntemini kullanır.
Kaynak yaparken ses
Özellikle yeni başlayanlar için kaynak seslerinin dinlenmesi önemlidir. Yarı otomatik bir cihazla kaynak yaparken doğru ses, bir tavada et kavurma sesine benzer. “Tıslama-uğultu” sesi duyulduğunda, mevcut ayarlar, tel ve gaz besleme oranları arasında bir denge olduğu anlamına gelir. Cihaz çalışırken ses değişimi aşağıdakilerden etkilenebilir:
- ağırlık kelepçesi ile parça arasındaki zayıf temas;
- brülörün ucundaki donmuş sprey varlığı, normal gaz akışını engeller;
- pastan veya kaynak alanından yetersiz temizlenir.
İş yerinde güvenlik önlemleri
Kaynak ekipmanı ile yapılan çalışmalarda aşağıdaki güvenlik önlemlerine uyulmalıdır.
- Kaynakçı, vücudun tüm kısımlarını üzerlerinde sıcak metal sıçramalarından korumalıdır. Bunun için kullanılmış iş elbiseleriKoruyucu eldivenlerin yanı sıra vücudun açıkta kalan bölgelerini sıkıca kaplar. Kıyafetler, sıcak sıçramaların girişine dayanabilecek yoğun malzemelerden yapılmalıdır. Hiçbir durumda, yüksek sıcaklıklara maruz kaldığında, eriyik haline gelmeye başlayan sentetik lifler giyilmemelidir. Bu malzeme anında yanar, bu da kaynakçıya yanıklara neden olabilir.
- Kaynak sırasında sert ultraviyole radyasyon üretildiğinden, gözlerini kullanarak ondan korumak gerekir. renkli camlı maske. Çok uzun zaman önce, piyasada “bukalemun” camı olan maskeler göründü ve parlak ışık ortaya çıktığında karardı. Ayrıca, vücudun diğer kısımları UV ışığından korunmalıdır.
- Sıcak sıçramanın düşmesini önlemek için ayakkabılar kapalı olmalıdır.
- Kaynak çalışmasının yapıldığı oda, zorlanmış veya doğal havalandırma (Açılabilen pencerelerin varlığı). Kaynak işlemi sırasında oluşan duman ve dumanın solunması insan sağlığı üzerinde zararlı bir etkiye sahiptir.
/rating_off.png)











