Testere zincirinin seçimi, gerdirilmesi ve bilenmesi
Elektrikli testerede testere zinciri, er ya da geç bilenmiş, onarılmış veya tamamen yenisiyle değiştirilmesi gereken önemli bir fonksiyonel detaydır. Bunu doğru yapmak için, bu takımın tasarımını ve diğer özelliklerini göz önünde bulundurmalısınız.
içerik
Elektrikli testereler için bir zincir nasıl seçilir
Lütfen benzo ve elektrikli testereler için zincirler arasında fark olmadığını unutmayın.. Her iki alet tipi için, zincirler aynı malzemelerden yapılır ve elektrikli ve benzin üniteleri için aynı olan lastiklere monte edilir.Elektrikli testere için bir zincir seçmek için çeşitli parametreler göz önünde bulundurulmalıdır. Bazıları takılı lastiğin özelliklerine uygun olmalıdır.
Zincir boyutu
Bu parametre her zaman eşleşir lastik değişimi senin ünün Lastikten daha küçük bir testere zinciri alırsanız, onu giyemezsiniz. Ayrıca, lastiğin boyutunu aşan ekipman doğru şekilde çekmiyor. Her iki durumda da, bir güç testeresi kullanmak mümkün olmayacaktır. Testere takımının boyutları inç cinsinden belirtilebilir ve aşağıdaki değerlere sahip olabilirler: 10 ″, 12 ″, 13 ″, 14 ″, 15 ″, 16 ″, 18 ″ ve üzeri.
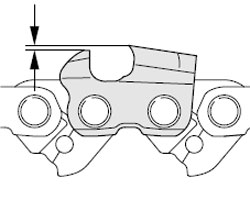
Zincir zift
Zincirin üç perçiniyle belirlenir. Aşağıdaki resimde, “a” harfi, inç cinsinden ölçülen tam olarak bu mesafeyi göstermektedir.
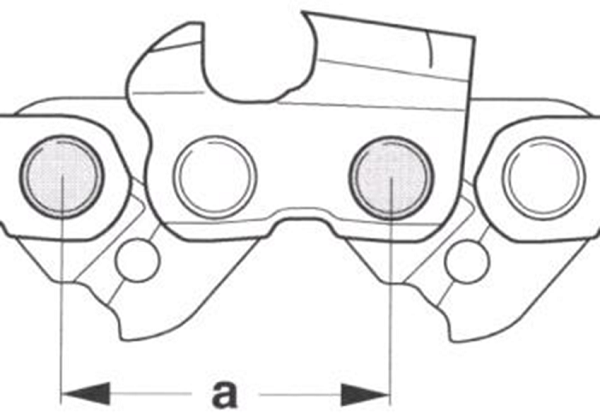
Zincir adımı aşağıdaki değerlere sahip olabilir: 0.325 ″, 0.375 ″ ve 0.404 ″.
0,375 ″ büyüklüğünde bir basamak, genellikle bir kesir olarak 3/8 ”(3: 8 = 0,375) olarak yazılır, böylece 0.325 sayısı ile karıştırılmamalıdır.
Bilmeniz gerekir: testere zincirindeki daha fazla adım, ünitenin motorunun sahip olması gereken güç. 1,84 kW kapasiteli amatör ve yarı profesyonel ünitelerde 0,325 step'lik bir basamaklı zincirler kurulmaktadır. Bu tür ekipmanlar ince dallar kesilebilir, düğümler kesilebilir ve ayrıca inşaat işleri sırasında örneğin kesme tahtaları kullanılabilir.3/8'lik bir adımla (motor gücü 2.94 kW kadar gereklidir) testere, ince ağaçların kesilmesi ve ortalama kalınlıktaki levhaların kesilmesi ile mümkündür. 0,404 ″'lik bir araca sahip ekipman (motor gücü 4.41 kW ve üzeri) sadece profesyonel ekipmanlarda kullanılır ve herhangi bir karmaşıklığın çalışması için tasarlanmıştır.
Kurşun bağlantı kalınlığı
Sapın kalınlığı (aynı zamanda önde gelen bağlantı olarak da bilinir) - bu elektrikli testereler için bir takım seçerken çok önemli bir parametredir.

Ünite için doğru testere ekipmanını seçmek için, sapın kalınlığının lastiğin oluğunun genişliğine uygun olması gereklidir. Kalınlık, aşağıdaki anlamlara sahip olabilir.
- 1,1 mm (0,043 inç), 1,3 mm (0,05 ”). Çırpınan yükler ile çalışın ve uygulayınız. küçük elektrikli testereler. Teçhizatın 0.325 pitch bir aralığı vardır.
- 1.5 mm (0.058 ”). Bu sap kalınlığı olan zincirler 3/8 ”'lik bir aralığa sahiptir. Ağır yüklere dayanabilir ve üzerine monte edilir yarı profesyonel ve ev aletleri.
- 1.6 mm (0.063 ”), 2 mm (0.08”). Bu değerlere sahip lastikler ve testere aksesuarları sadece büyük yükler ile karmaşık işler yapmak için kullanılır. profesyonel ekipmanlarda.
Bağlantı sayısı
Bağlantı sayısı (sap) tarafından belirlenir takım uzunluğu. Bir çırpıda seçim yaparak, uzunluk değerlerine veya bağlantı sayısına güvenebilirsiniz. Ürünün tanımındaki farklı üreticiler yalnızca kesme elemanlarının sayısını gösterebildiğinden, hem bu hem de diğer bilgileri bilmek zarar vermez.
Kesme bağlantılarının tipi
Konfigürasyona göre, takımın kesme elemanları 2 tipe ayrılır: parçalayıcı ve keski.

Yontma tipi kesme dişi - malzeme ile geniş bir temas alanına sahip orak şeklinde bir kesici. Hilal dişleri, ünitenin motorundaki yükü arttırır ve iyi kesim özelliklerine sahip değildir. Ancak, bu form sayesinde dişler kolayca kirlilikle başa çıkmakta ve düzenlemeleri özel bir hassasiyet gerektirmemektedir.
Keski diş profili “7” sayısını hatırlatır ve “yedi” olarak adlandırılır. Böyle bir diş profiline sahip ekipman, kesme hızı, kesme kalitesi ve daha çok profesyonel cihazlarda kullanılır. Keskinleştirici açıların en ufak bir uyumsuzluğu bile, aletin keski profilinin tüm avantajlarını ortadan kaldırdığı için, günlük dişlerde ki takma dişlerin bilenmesi, oldukça zordur.
Diş kesme malzemesi
Elektrikli testere için bir takım seçerken, kesicilerin hangi malzemeden yapıldığını sorun. Yumuşak ağaç kesmek için, kesiciler ile zincirleri krom-nikel, alaşımlı çelik. Donmuş kesmek için, alaşımlı çelikten yapılmış kesme elemanları ile kontamine ve sert ahşap takımlar çalışmayacaktır. Bu amaçlar için, güçlendirilmiş kesiciler kullanın karbür uçluartan aşınma direnci ile karakterize edilir.

Profil yüksekliği
Takım profilinin yüksekliği değişir. kesme derinliği ve takım verimliliği. Kesme dişinin profili ne kadar yüksek olursa, malzeme o kadar güçlü olacaktır. Küçük bir profil yüksekliğine sahip dişler, testere sırasında daha ince talaşları kaldıracaktır. Aletin malzemeye ensizyonunun derinliği, her bir kesme elemanının sahip olduğu durdurucuyu öğütmek suretiyle düzenlenir.
Profil yüksekliğinde 2 tip zincir vardır:
- 0,025 "(0,635 mm) yükseklik, düşük profilli takım anlamına gelir;
- 0,03 "(0,762 mm) profil yüksekliği - yüksek profile.
Bu bilgi de bulunabilir. ünite için talimatlarda (Bu testere modeline uygun takım tiplerini belirtiniz).Dişleri kendiniz biliyorsanız faydalı olacaktır. profesyonel birimler üzerinde ve yüksek profili ve düşük profilli malzeme çalışması geçerlidir ama evde - yalnızca düşük profil. Yüksek profilli zincirler oldukça verimli bir takımdır. Fakat bunu kullanmak, aletin titreşim ve agresifliğini arttırır.
Düşük profilli bir kesici tersine, adım büyük bir zincir ile yapılır ve profilini arttırır ve perde azalır: Devrenin saldırganlık azaltmak amacıyla, geliştiriciler, bazı numaralar başvurmuştur. Bu teknik, ünitenin malzemeyi aynı zamanda verimli ve daha az agresiflikle işlemesine izin verir.
Kesim türü
Odunun uzunlamasına düzenlenmiş liflerden oluşan bir yapıya sahip olduğu bir sır değildir. Bu nedenle, birlikte ya da lifler üzerinde malzemeyi kesmek için farklı bileme zincir testere dişleri gerektirir.
- için çapraz kesim Kereste aracı dişleri 25-30 derecelik bir açıyla bilenmiş.
- Etkili için lifler boyunca testere 5 ila 15 derece bir açıyla keskinleştirici kesici gerektirir. Ama zincir veriler çok nadiren ahşap boyuna kesme şerit testere veya konveyörler kullanarak daha iyi üretmek için çünkü kullanılmaktadır.
Kesme elemanları sayısı
Standart testere zinciri, her bir kesme bağlantısında iki sapa sahiptir. Bununla birlikte, bazı üreticilerin ürünlerinin maliyetini azaltmak için, daha az sayıda kesme elemanına sahip bir çıtçıt üretilir; buna “geçişte” ve “yarı geçiş” adı verilir.
![]()
Yarım geçişli bir ek bileşende, her ikinci çift kesiciye ek bir bağlantı eklenir. Ve bir geçişi olan zincirlerde, her kesme elemanından sonra bir ara bağlantı eklenir. Sonuç:
- 64 saplı standart bir zincirde, tüm bağlantıların 32 kesme elemanı, yani% 50 olması gerekir;
- yarı geçişli bir takımda, kesme elemanlarının sayısı% 40 olacaktır;
- Bir geçişi olan zincirler en küçük kesici diş sayısına sahiptir -% 37.5.
Boşluklu ekipman, aracın agresifliğini arttırır, performansını azaltır, lastiğin hızlı aşınmasına ve tahrik dişlisine katkıda bulunur.
Bu nedenle ucuz ekipman almamalısınız. Gelecekte, bu tasarruflar testere kulaklığının tüm parçalarının onarımı veya değiştirilmesi için harcanan parayı haklı çıkaramayacaktır.
Zinciri değiştirmeniz gerektiğinde
Devrenin değiştirilmesi ihtiyacı esas olarak ortaya çıkar. Aşınma ve aşırı gerdirme. Eğer ayar vidasını kullanarak gerdirme yapamıyorsanız, o zaman değiştirilmelidir. Ancak eski, yıpranmış bir dişlinin ve aynı lastiğin yeni bir parçasının takılması tavsiye edilmez, çünkü bu hızlı aşınmaya yol açacaktır.
Elektrikli testerelerin çoğu sahipleri zincirin aşınmasının, lastiğin ve dişlinin ömrünün gelişiminden 2-3 kat daha hızlı gerçekleştiğini bilirler ve küçük bir hileye başvururlar.
- Yeni bir elektrikli testereye sahip olursanız, 3 testere zincirini bir kerede satın almalısınız.
- Bir zincirle birkaç saat çalıştıktan sonra yenisiyle değiştirilmelidir. Ayrıca, ikinci zincir aynı prensibe göre değişir.
- Her ekipman değiştirildikten sonra, tek tip aşınma için lastiğin devrilmesi gerekir.
Bu basit manipülasyonların gerçekleştirilmesi tüm parçaların tek tip aşınmasına yol açmakta ve hizmet ömrünü uzatmaktadır.
Elektrikli testerelerde zincirin değiştirilmesi
Ekipmanı testere üzerinde değiştirmek isterseniz, aşağıdaki şekilde yapılır. Örneğin, zincirin nasıl yerleştirileceğini gösterir. Makit'in elektrikli testeresinde.
- Kasada, sürücü dişlisi ünitesini kapatarak, basılı bir desene sahip küçük bir kapak görebilirsiniz. Kaldırırsanız, vidayı sökebileceğiniz bir tutamak alırsınız.


- Zinciri güç testereden çıkarmak için önce sökün. sıkma vidası ve kapağı çıkarın. Öndeki bir zincir dişlisi ve lastiğin takıldığı 2 pini göreceksiniz.

- Lastiği zincirden üniteden ayırın.

- Ardından, dikkatlice zinciri lastik üzerine koymalısınız. doğru yön kesme dişleri, zinciri bir elektrikli testereye (lastikle birlikte) monte edin ve yıldıza yerleştirin.
- Lastiği tut, muhafazayı aç.

- Farklı yönlerde dönme gerginlik ayarlayıcı topuzuayar vidasına bağlanın.

- Sıkıştırma vidasını hafifçe sıkın, ünitenin kesme elemanının gerginliğini kontrol edin.

- Gerekirse, ayar baş parmağınızla zinciri istenen seviyeye kadar sıkın ve son olarak sıkma vidasını sıkın. Zincirin uygun kurulum Lastiğin üzerine (elle) çizerek kontrol edin. Snap-in herhangi bir zorluk olmadan serbestçe hareket etmelidir. Bu yedek devrede üzerinde düşünülür.
Zincirin gerginliği nasıl ayarlanır
Aşağıdaki durumlarda testere üzerindeki zinciri sıkın:
- ekipmanı yenisiyle değiştirdikten sonra;
- zamanla uzayan ekipmanın aşınması.
Testerelerin çalışması sırasında zincirin sarkmasına izin vermemelidir.Ayrıca, çok sıkı olamaz. Gevşek bağlantı parçaları lastiğin dışına çıkabilir ve ona zarar verebilir. Çok sıkı bir şekilde sıkıştırılmış ekipman kopabilir veya zincir dişlisinin ve lastik taşlamalarının hızlı bir şekilde bozulmasına neden olabilir.
Ünite üzerindeki zinciri sıkmak için aşağıdakileri yapın.
- Lastik sabitleme vidasını veya somununu (makine modeline bağlı olarak) gevşetin.
- Yardımı ile ayar cıvatası çırpış gerilimini arttırın. Takım gerginliğinin doğruluğu basit bir şekilde kontrol edilir: zinciri lastiğin ortasından çekin ve tahrik bağlantısına bakın. Normalde, sapın 1 / 3'ü (ucu) lastik kanalından dışarı çıkmamalıdır.
- Doğru gerginliğe ulaştıktan sonra, sıkma vidasını (somun) sıkın.
Zinciri evde bileme
Bir testere zincirinin bilenmesi gerekli olduğunu anlamak için, birkaç işaret ile mümkündür:
- Operasyon sırasında, lastik yanlara “yol açar”;
- testere hızı önemli ölçüde azaldı;
- Çipler iğnenin şekline sahiptir ve içlerinde çok fazla toz vardır (keskin dişler düzgün biçimli kare çipler üretir).
Bileme kuralları
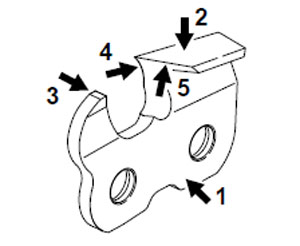
Zincir testerenin kesicilerini keskinleştirmek için, tasarımları hakkında bir fikre sahip olmanız gerekir.
- taban bağlantısı;
- bıçak bıçakları;
- derinlik sınırlayıcı kesmek;
- dikey bıçaklar;
- üst bıçak yatay olarak yerleştirilmiştir.
Zincir maksimum kesme özelliklerini vermek için, bıçakları belirli açılarda öğütülür. Takımın kesme kabiliyeti esas olarak tırmık açısına, üst bıçağın açısına ve bileme açısına bağlıdır.
Bıçak arkaya eğilmeli ve şekillendirilmelidir. arka açı. Üst bıçağın malzemeye derinleştirilmesi gerekir.
Oluşturmak için uç bıçağının arka köşesi Kürek kemiğinin arkasını zımparalayın. Bu açı talaşların kesilmesinden sorumludur (yanal).
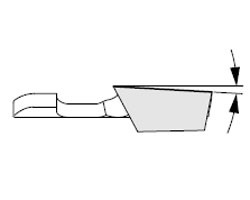
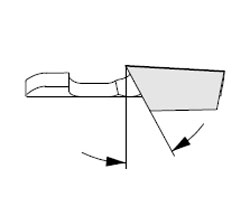
Formasyon için tırmık açısı (60 ° ila 85 °) uç uca uygundur. Bağlantının tabanına göre ölçülür.
Vermek için üst bıçağın arkasının açısı sırtını ezmek. Açı 50 ° ila 60 ° arasında olabilir.
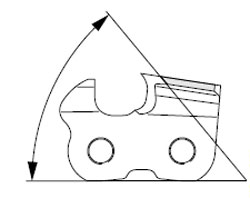
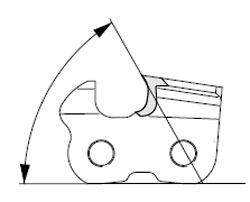
Bileme açısı Lastiğe dik açılarda ölçülür.
Bileme açısının değeri arttıkça, takım daha üretken hale gelir. Bu açı azalırsa, titreşim fark edilir şekilde azalır ve kesme işlemi daha düzgün bir şekilde gerçekleşir.
Takımın lifleri kesmek için tasarlanması durumunda keskinleşme açısı en fazla 35 ° ve en az 25 ° olmalıdır. Ancak bu kural uzun zincirli zincirler için geçerli değildir. 10 ° bileme açısına sahiptirler.
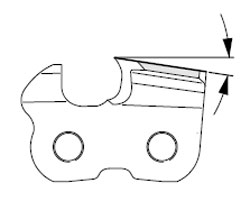
Her bir kesici bıçağın tahtaya nüfuz etme derinliğini sınırlayan bir duruşa sahiptir.
Normalde, bıçağın üst kısmı ile durdurma arasındaki mesafe 0,5 ve 0,8 mm arasında olmalıdır.
Zincir diş bileme algoritması
Elektrikli ve motorlu testereler, özellikle de karbürlü musluklar için zincirler, bu amaç için özel olarak tasarlanmış bir makinede genellikle keskinleştirilir. İkincisi, bileme için bir diske ve üzerinde takmanın monte edildiği bir döner tablaya sahiptir.

Kendi zincirlerini bilemek gerekli özel uyarlanabilirlik durumuBu işlemde gerekli keskinleştirme açılarına dayanmaya yardımcı olur. Aynı zamanda iki dosya da hazırlamanız gerekir: biri düz bir profile, diğeri de yuvarlak olana sahip.

Testereyi keskinleştirmek için aşağıdaki adımları izleyin.
- Lastik tertibatını bir mengeneye sıkıştırın.
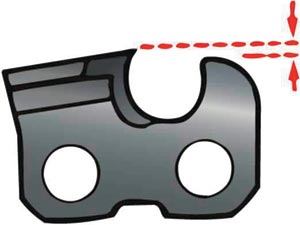
- İlk olarak, dişlerin kesici kenarı düzleştirilir. Fotoğrafı aşağıdaki resimde gösterildiği gibi takın.
- alma yuvarlak dosyahafif ve pürüzsüz hareketlerle ilerlemeye başlayın.Sayıları tüm kesici dişler için aynı olmalıdır. Böylece, takımın tüm dişlerini (birinden) keskinleştirin, ardından şablonu döndürün ve her ikinci sertleştirilmemiş takım için aynı işlemi gerçekleştirin.
- Kesici dişlerin kesici kenarlarını düzenledikten sonra, biraz derinlik sınırlayıcısını öğütmek. Aşağıdaki fotoğraflarda gösterildiği gibi şablonu yükleyin.


- Şablonun yanında “HARD” (sert) ve “SOFT” (yumuşak) yazıtları bulunan iki delik vardır. Sert ahşabı kesmek istiyorsanız, şablonu “HARD” deliği ile çitin üzerine yerleştirin. Yumuşak malzemelerin kesilmesi için, stop “SOFT” deliğinden taşınır.
- Taşlama için stop kullanılır düz dosya.


Bu önemli! Kesicinin derinliği şablonsuz olarak topraklanmamalıdır. Normalin üstünde durma, testere dişlerinin malzemenin içine çok fazla derinlemesine girmesine neden olur, bu da ünitenin motorundaki yükü artıracak, titreşimi artıracak, testere hassasiyetini azaltacak ve geri tepme riskini artıracaktır.
/rating_off.png)











