Testere bileme ve yağlama
Her araç periyodik bakım gerektirir. Eğer bir testere hakkında konuşursak, her şeyden önce ana çalışma gövdesini gerektirir - testere zinciri. Dişler periyodik bileme gerektirir. Olayların doğruluğundan, takımın hizmet ömrüne ve kesimin kalitesine bağlıdır. Ayrıca, her bir testere zincir yağlama sistemine sahiptir. Bu aletin her bir sahibi için cihaz bilgisi ve işletim ilkesi gereklidir.
içerik
Bileme gerektiğinde
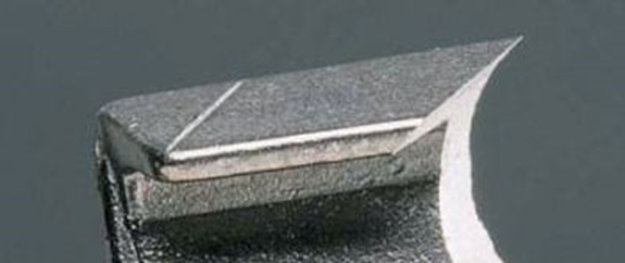
Şirket birim olsaydı ne olursa olsun, testere zincirini bilemek gerektiğinde zaman gelir. Sıkıcı bir testere talaş tipi ile tanınabilir: eğer esas olarak ince tozdan oluşuyorsa, o zaman dişleri keskinleştirir.. Bileme işlemi özellikle karmaşık olmadığı için evde gerçekleştirilebilir. Aşağıdaki fotoğraflar keskin bir dişin ve düzleştirme gerektiren bir dişin neye benzediğini göstermektedir.

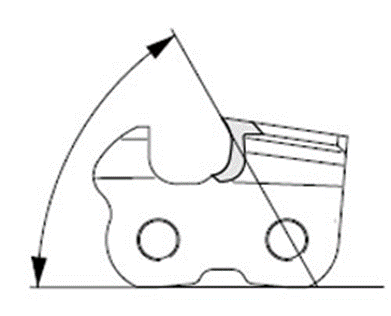
Dişleri kendi ellerinizle keskinleştirmeye başlamadan önce, çalıştıkları prensibi anlamanız önerilir. Aşağıdaki şekilde testere nasıl meydana geldiğini göstermektedir.

Şekilden görülebileceği gibi, bağlantı şekli benzerdir. küçük uçak. Benzer şekilde, planya malzemesi oluşur. Talaş kalınlığı sınırlayıcı tarafından belirlenir.
Diş parametreleri
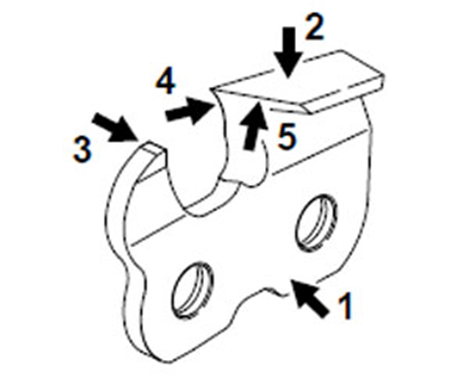
Zincirin (bağlantı) kesme elemanı aşağıdaki yapıya sahiptir:
- üssü;
- diş bıçağı;
- derinlik durağı;
- uç bıçağı;
- üst bıçak
Kesim sırasında dişlerin sadece sağ açıda bilenmesi neticesinde maksimum verim elde etmek. Dişin arka kısmının arka kısmını zımparalıyorsanız, üst bıçağın arka açısı oluşturularak, kenarın malzemeye kolayca kesilebilmesi sağlanır.
Arka kürek kemiği Ayrıca, dikey bıçağın ahşabın liflerini kesebilmesi için geriye doğru bir açıda da zemindir.
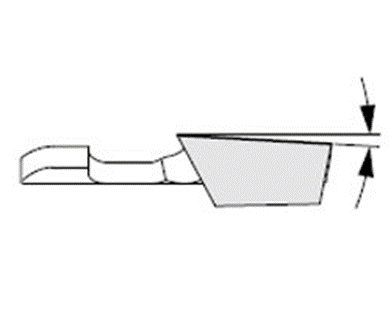
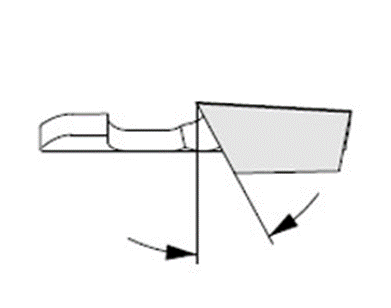
Üst bıçağın kenarı, bağlantının tabanına göre oluşturulmalıdır. ön köşe 60-85°.
Üst bıçağın çeşitli testerelerde eğimi, 50-60 derecelik bir açıya sahip olabilir.
Bileme açısı kılavuz rayına göre (sağ açıda) ölçülür.
Bu açı genellikle iş türleri testere tarafından tutulacak. Açı arttırılırsa, donmamış ve yumuşak ahşap daha hızlı kesilir. Keskinleştirme açısının azaltılması sert ağaçların ve aşırı donmuş ahşabın görülmesini mümkün kılar. Yukarıdakilere ek olarak, böyle bir önlem, aletin güçlü titreşimini ortadan kaldırabilir ve düzgün çalışmasına katkıda bulunabilir.
Bileme açısı, 10 ° açısının normal kabul edildiği uzunlamasına testere zincirleri hariç olmak üzere en az 25 ° olmalıdır.
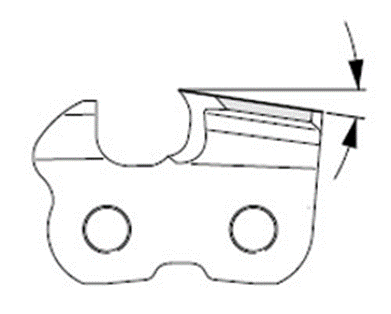
Bir sonraki şekil, dişin önünde bir duruş olduğunu ve malzemenin yakalanma derinliğini sınırlandığını göstermektedir.
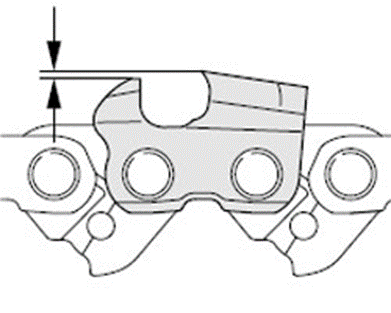
Bu vurgu, daha önce de belirtildiği gibi, çipin kalınlığını ve ünitenin performansını ayarlayabilir. Üst kenar ve sınırlayıcı stop arasındaki boşluk 0.5-0.8 mm olmalıdır. Bu mesafe daha büyük yapılırsa, zincir testerenin geri tepme riski artacaktır, titreşim artacaktır ve makine daha fazla malzeme yakalamaya başlayacaktır. Küçük bir boşlukla, kesme hızı azalır.
Testere zincirleri genellikle özel desenler kullanılarak düzenli dosyalar ile keskinleştirilir. Ama bunu manuel veya elektrikli bileme makinelerinde yapabilirsiniz.
Dosya bileme
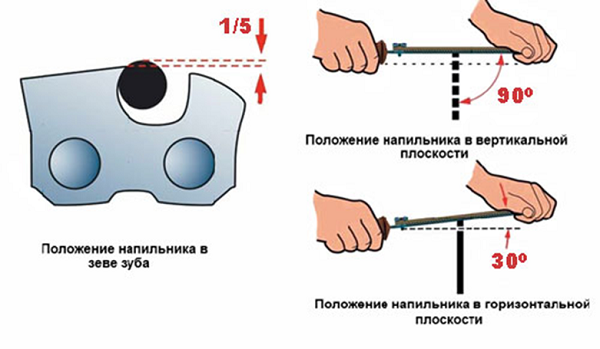
Çoğu zaman ev ustaları manuel bileme kullanmışlardır. Yani, zinciri düzgün bir şekilde keskinleştirmek için ihtiyacınız olacak Farklı profillere sahip 2 dosya (düz ve yuvarlak). Kesme bağlantısının iç çevresi bir dairenin şekline sahiptir, bu nedenle yuvarlak kesitli bir aletle öğütülür. Düz bir aletle taşlamak için derinlik durdurma gereklidir.
Tüm açıları koruyarak bir zincir testerenin "göz tarafından" keskinleştirilmesi çok zordur. Bu süreci önemli ölçüde basitleştirir. şablon kullanımı. Bunlardan biri, aşağıdaki fotoğrafta gösterilmiştir.
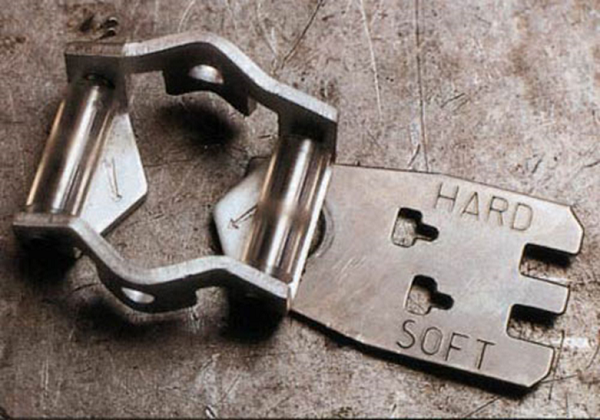

Kalemtıraş, zincir şablonun altında bulunan kesimlere girecek şekilde konumlandırılmalıdır. Dosya kesici kenarı altına getirmek ve makaraları koymak için gereklidir. Bileme aracını, fikstürün kenarlarına paralel olarak düz bir çizgide hareket ettirin.

Sınırlayıcıyı istenen yüksekliğe kesmek için, şablon bağlantıya bindirilerek desteğin fikstürün deliğine girmesi sağlanır. Eğer sen ile çalışacaksan yumuşak ahşapvurgu, “SOFT” kelimesinin karşısındaki deliğe yerleştirilir. Tersine, işleme için testere hazırlamak masif ahşap, sınırlayıcıyı şablondaki “SERT” kelimesinin altına koymak gerekir.
Durdurucuyu ezmek için düz bir dosya olmalıdır. Hareket pürüzsüz ve pürüzsüz olmalı, sizden uzak.
Bir sonraki fotoğrafta, durdurucunun cihazdan hafifçe dışarı çıktığı ve öğütülmesi gerektiği görülmektedir.

Ayrıca markalı satın alabilirsiniz bağlantıları keskinleştirmek için ayarlaUygun bir araç (dosyalar) ve aksesuarlar içerir. Bu kiti kullanmak, yukarıda tartışılan kadar kolaydır.

Zincirin makine ile bilenmesi
Bileme makinesi aşağıdaki durumlarda kullanılır:
- Örneğin kesme testeresi kumlu toprağa veya çakıllı toprağa girdiğinde kesişme noktaları körleşir;
- Testere zincirleri uzun bir süre keskinleştirilmemiş ve çalışan dişler şekillerini kaybetmişlerdir;
- Dişleri bir dosya ile, örneğin üretimde keskinleştirmek için zaman yoktur.
Makineler elektrik ve manuel olarak ayrılabilir. İkincisi daha doğru bir şekilde adaptasyonlar denir, çünkü bir kişinin fiziksel gücü öğütme için kullanılır. Elektrikli makineler, aşındırıcı bir tekerleği tahrik eden bir motora sahiptir.
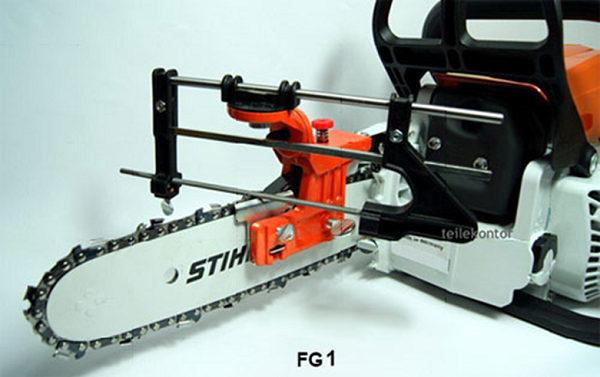
Örneğin, Stihl şirketi 2 tip manuel makine çıkardı.
- Mobil Kalemtıraş Lastik zincir testeresine kolayca takılabilen FG 1.
- Sabit taşlama makinesi FG 2, bir çalışma tezgahına bağlanabilir.
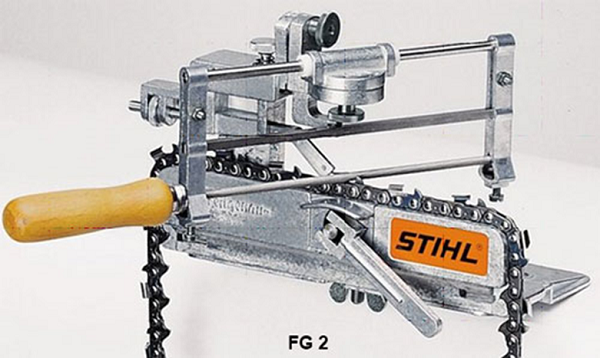
Makinelerin fotoğraflarına bakarsanız, çalışma parçalarının testereye çok benzediğini görebilirsiniz, burada yuvarlak (dikdörtgen) bir bölüm bir çalışma aleti olarak sabitlenmiştir. Makinede vurgu kısaltmak dikdörtgen bir bölüm ile sabit dosyadır. Bu makineler zincir testere zincirlerini düzenlemenize ve keskinleştirmenize, dişleri yüksekliğe (tek beden) ayarlamanıza olanak tanır.
1 dişi keskinleştirmek için sadece 2-3 harekete ihtiyacınız vardır.
Daha önce de belirtildiği gibi, elektrik makineleri. Bu kullanımı kolay cihazların esnek bir ayar sistemi vardır, bu sayede zinciri farklı açılardan monte etmek ve öğütme tekerleğini işlenecek yüzeye mümkün olduğunca doğru bir şekilde getirmek ve böylece aletin doğru keskinliğini sağlamak mümkündür.

Elektrikli takım tezgahlarının avantajı, tüm taşlama işlerinin hızlı, kolay, operatörden özel bilgi ve beceri gerektirmemesidir. Bu nedenle, testere zincirlerini sürekli olarak büyük miktarlarda keskinleştirmek zorundaysanız, elektrikli tahrikli bir makine seçmelisiniz.
Zincir testere zinciri yağlama sistemi nasıl çalışır?
Yağlayıcıyı testere zincirinin bağlantılarına en etkili şekilde sağlamak için, zincirli testerelere monte edilir. özel pompa. Onun görevi, yağlama malzemelerini ünitenin lastiğine dozlamaktır. Yağın yoğunluğu, benzin veya elektrikli tahrik devir sayısına bağlıdır.
Yağlama sistemi
Farklı üreticilerin ünitelerindeki yağlama sisteminin detayları ve tasarımı biraz değişiklik gösterebilir, ancak çalışma prensibi değişmez.
Yağlama sistemi aşağıdaki bileşenlerden oluşur.
- Yağlayıcılar için tank. Kural olarak, karterde bulunur.

- Filtreleme elemanı tankın içinde bulunur.
- Petrol boru Yağa dayanıklı kauçuktan yapılmış bir hortumdur.

- Yağ pompası, yağlama sisteminin ana bileşenidir.

- Solucan dişlileri. Ana işlevi, motordan döndürme hareketinin pompaya iletilmesidir.

Lastik makinesi Yağlama sisteminin verildiği açıklıklara sahip olduğundan, yağlama sisteminin bir kısmını da aramak mümkündür.
Bu arada zincir ayrıca yağlayıcıların taşınmasında da yer alır ve bu amaç için bazı tasarım özelliklerine sahiptir.
Yağlama sisteminin çalışması prensibi
Sistemin ana düğümü, pompadır ve aşağıdaki ilkeye göre çalışır. Motor devri arttığında, ana şaft üzerine monte edilen dişli takımı, bir sonsuz dişli vasıtasıyla dönüşü pompa miline aktarır. Pompa mili döndüğünde, hattaki basınç yükselir. Bundan dolayı, yağlayıcı lastik içine doğru hareket etmeye başlar.
Yağ kanalı, lastiğin karterle temas ettiği noktada biter. Burada olukLastiğin yağlama kanalı ile birleştirilir.
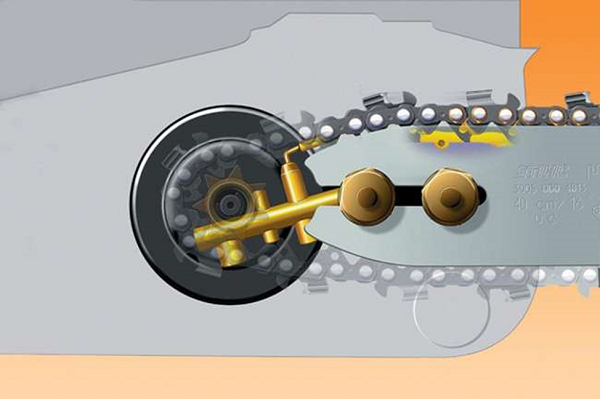
Bu oluk, agrega zincirinin hangi gerilimi olursa olsun, lastiğe yağlayıcı nakliyesi sağlar.. Lastik, çalışma sırasında herhangi bir konuma sahip olabilir, ancak yağ bu oluk boyunca akacaktır.
Daha sonra yağlama işlemi dahildir. testere zinciri. Bağlantılarında ya delikler ya da özel bir oluk vardır (zincirin modeline bağlı olarak). Bu tür gelişmeler sayesinde, yağlayıcı lastiğin tüm çevresine yayılır ve zincirli testere zincirinin yağlanması eşit şekilde gerçekleşir. Motor devri artarsa, yağ beslemesinin şiddeti artar.
Bazı modellerde, yüklü ayarlanabilir pompalar gres kaynağı.

Bu tür ünitelerde, ihtiyaç ortaya çıkarsa, lastiğe verilen yağlayıcı miktarını arttırmak veya azaltmak mümkündür.
/rating_off.png)











